 珠海铁皮冲孔板
珠海铁皮冲孔板 珠海数控冲孔板
珠海数控冲孔板 珠海幕墙装饰冲孔板
珠海幕墙装饰冲孔板 珠海冲孔板幕墙
珠海冲孔板幕墙 珠海冲孔板烧结网
珠海冲孔板烧结网 珠海长孔冲孔板
珠海长孔冲孔板 珠海精密冲孔板
珠海精密冲孔板 珠海瓷砖冲孔板展架
珠海瓷砖冲孔板展架 珠海冲孔板展示架
珠海冲孔板展示架 珠海瓷砖展板展示架
珠海瓷砖展板展示架 珠海冲孔板展示货架
珠海冲孔板展示货架 珠海冲孔板机箱
珠海冲孔板机箱 珠海六角形冲孔板
珠海六角形冲孔板 珠海长方形冲孔板
珠海长方形冲孔板 珠海铝冲孔板
珠海铝冲孔板 珠海防护冲孔板
珠海防护冲孔板 珠海微孔冲孔网
珠海微孔冲孔网 珠海冲孔板卷材
珠海冲孔板卷材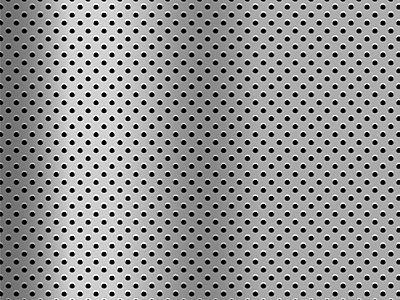 珠海1mm冲孔板
珠海1mm冲孔板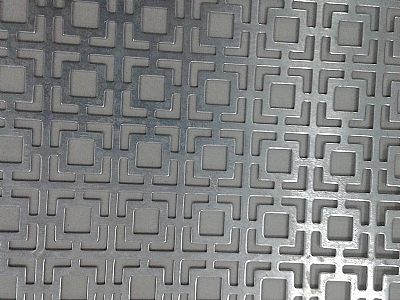 珠海室外冲孔板
珠海室外冲孔板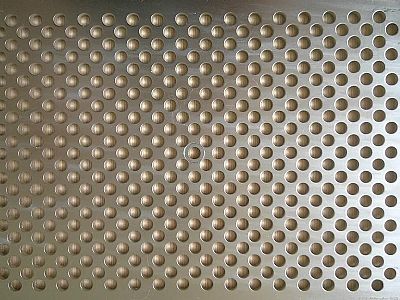 珠海冲孔板圆孔
珠海冲孔板圆孔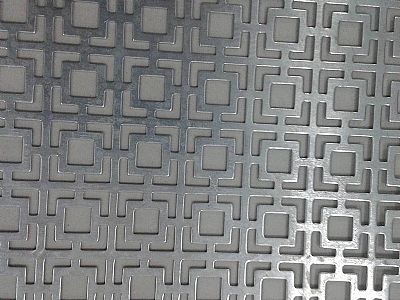 珠海外墙冲孔板
珠海外墙冲孔板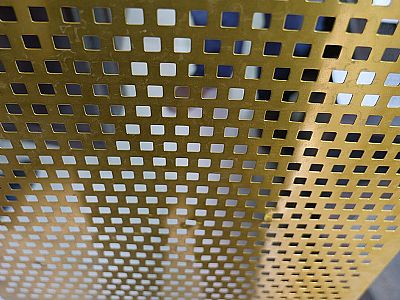 珠海方形冲孔板
珠海方形冲孔板 珠海冲孔板304
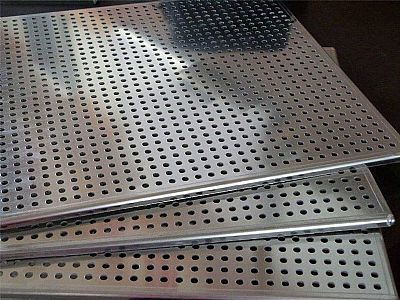
珠海冲孔板304做冲头常用材料有以下几种:形状简单、批量小的用T8A、T10A、9Mn2V等;形状复杂、批量较大的用Cr12、Cr12MoV、CrWMn、GCr15等。具体用哪种,要看被加工材料来选择,这些都要热处理后才能使用。
普通数控冲床可加工的不锈钢最大厚度一般不超过1.5mm,很多公司在处理1.2mm的不锈钢时就已经使用其他加工方式了。其原因在于1.5mm以上的不锈钢过于伤刀头,即使是amada的刀头用来冲2mm的不锈钢也用不了几下,另外遇上你这样的板厚大于孔径,还要坚持用数冲实在有些勉为其难了。个人建议:1.改用激光切割2.你要做筛板,孔少不了,可以直接开压力模,直接成型如果你是私人用,或者只是做一两个样件,我建议还是用激光或者线切割来完成,虽然是贵一些,但是估计你是找不到其他方式的。

 扫一扫 添加微信好友
扫一扫 添加微信好友